Detailed descriptions below
Detail Heel
|
Detailed descriptions below |
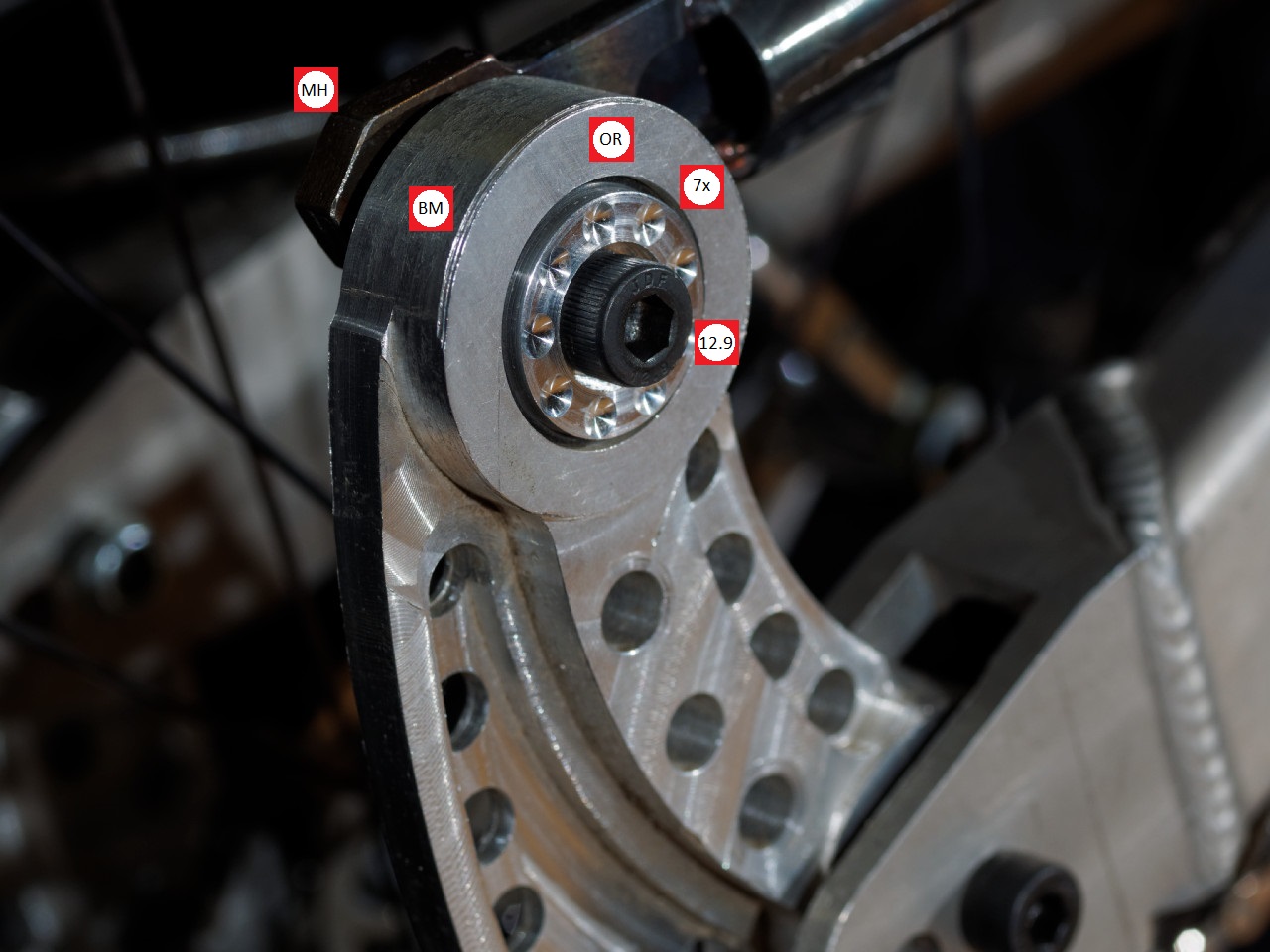
| MH |
Can't remember what I wanted to show you here Sorry.
|
| BM |
Bad Machining Here you get to see that some of my cuts didn't line up. This isn't a bad chamfer attempt. I didn't even consider a chanfer at this or nearly any stage of machining. Running a chamfer tool pass is easy in CNC... if you're a machinist please help me explain to others what it means to machine with manual equipment. This bad cut was the result of not backing off enough cross feed before lowering the head and turning the hand crank on my rotary table. You can see that I didn't miss just once, I missed twice. I changed machining practices to bring a part into the tool instead of out to the tool. This change helped improve my machining.
|
| OR |
O-Ring Seal Underneath the pivot reducer you can see the edge of an O-Ring. The idea was to offer a seal that sealed out the already sealed 6001 bearing. In Armageddon Mode you could easily pack a bunch of petroleum jelly under the reducer and O-Ring. Imagine the race was on a Sunday in a monsoon and only pharmacies were open - that actually happened at a Canada Cup race the year after I stoped racing - neighbouring villages were being evacuated - the race went on.
|
| 7X |
7075-T6 Aluminum Since this part didn't need to be welded and I had some of this round bar left over from the Shock Mount Load Spreading Cups that I made, these reducers were made out of 7075-T6 for ease of machining. These were made late in the project and I was running out of - everything. As far as Aluminum alloys go, 7075-T6 machines far nicer than 6061-T6, at least in my experience on low powered equipment and talking to and reading information from "real" machinists. When you machine 6061-T6 it leaves some of itself welded to the tool bit that you're using, 7075-T6 doesn't seem to stick at all. It doesn't make sense to use 6061-T6 for anything that you're not welding except for the issues of availability and price.
|
| 12.9 |
12.9 M8 Bolt I bought this bolt at a Canadian Hardware Store. I researched tensile strength and let go of the idea that I had that the order of fastener preference would be: A4-90, A2-90, A4-80, A2-80, A4-70, A2-70, 12.9, 10.9 and finally 8.8... This was my prototype; there is a reason 12.9 beat out any of the corrosion resistant A2 fasteners and even the A4 corrosion and acid resistant fasteners.
|